
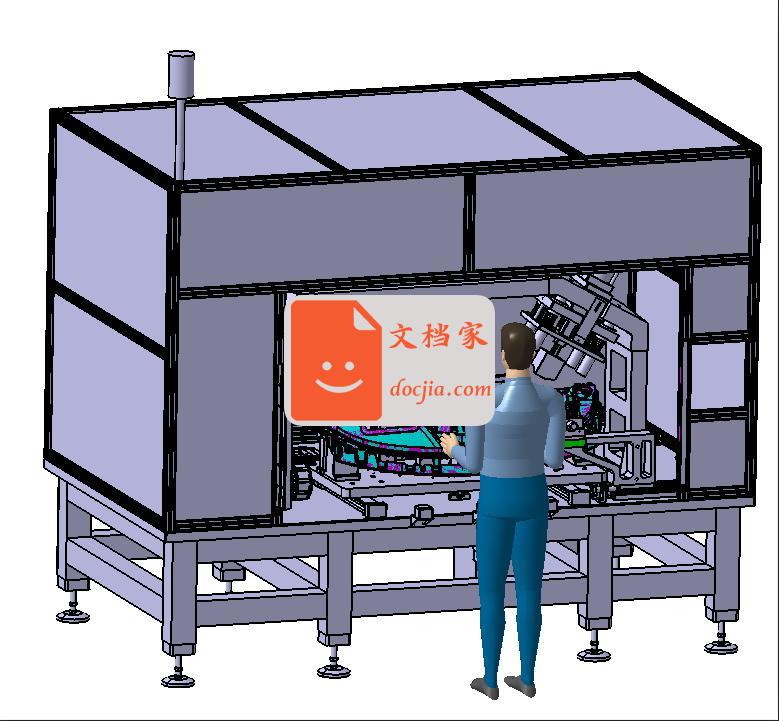
D077仪表板冲孔设备由SolidWorks软件设计,仪表板冲孔机目 录一、概述1二、主要技术参数12.1总体参数12.2工作环境1三、设备组成13.1机械部分13.2气动系统23.3电气系统3四、操作与使用3 4. 1操作准备……………………………………………………………………………………………………………….3 4. 2电气操作……………………………………………………………………………………………………………….3 4. 3手动模式………………………………………………………………………………………………………………..4 4. 4自动模式………………………………………………………………………………………………………………..5 4. 5参数设置………………………………………………………………………………………………………………..6五、操做流程6六、维护与维修66.1机械部分的维护与维修76.2气动系统的维护与维修76.3控制系统的维护与维修7七、安装说明7八、附件/易损件/备件7九、提供资料8十、附录(电气原理图)……………………………………………………………………………………………………..8一、概述此设备用于生产车间,主要适用D077产品两侧通风口冲孔和正面Ø7线束孔钻孔工作。除D077产品外此设备不适用其它产品,冲孔工作为自动,钻孔工作为半自动。二、主要技术参数2.1总体参数设备型号:ZKBC-WL-001最大外形尺寸:2900mm×1650mm×2200mm(长×宽×高)总重:约4.5 t电机功率:2.5 kW气液缸最大输出力:10t加热温度:小于60℃生产节拍:110秒/件噪音:≤60db2.2工作环境供电电压: AC220V±10%;50Hz±2%相对湿度: ≤95%RH工作温度: 0~40℃压缩空气压力: 0.6MPa三、设备组成本设备的主要组成部分可分为,机械部分、气动系统和电气系统。3.1机械部分本设备主要由底座、伺服运动系统、定位机构、冲压系统、温度控制系统和钻孔机构等部分组成。3.1.1底座底座采用120×120方钢管与50mm厚度铁板焊接制作,可承受较大外力,保证设备在冲压及使用过程中不发生变形。底座使用可调地脚支撑,上下可调高度100mm。3.1.2私服运动系统私服运动系统主要由伺服电机 滚珠丝杠 胎具和夹紧气缸组成。伺服电机与滚珠丝杠使用联轴器连接,运动部分精度可达到0.015mm。胎具上安装有检测产品存在的传感器,不安装产品时设备无法启动,放入产品时要保证各定位点准确定位,产品放入到位,避免运动时与其它部分干涉。3.1.3定位机构定位机构包括安装在设备底座上的两个顶出气缸和定位套 定位销组成,定位机构起到二次定位胎具及承受系统侧向剪切应力的作用,可以起到提高胎具定位精度保护直线导轨及滚珠丝杠的作用。3.1.4冲压系统 冲压系统是完成设备冲压的主要部分,其中包括左右两个单独部分,两个部分使用龙门梁固定在设备底座上,每个部分包括气液增压缸 浮动接头组件 导柱导套及冲头组成。3.1.5温度控制系统温度控制系统由加热板 加热棒和温度传感器组成,加热系统的作用是给冲头加热,由冷切变成热切以减少切边毛刺。加热系统加热温度小于60℃,温度传感器分辨率为0.1℃。3.1.6钻孔机构钻孔机构为半自动设计,其中包括无杆气缸 直线导轨 气动钻 直线轴承和缓冲器等部分。机构左右运动为自动,钻孔动作为手动工作。3.2气动系统气动系统主要起到控制、定位作用,气源处理部分包括过滤,油水分离和压力调整功能。控制部分主要是电磁换向阀,由可编程控制器(PLC)集中控制,用户通过操作按钮便可以实现对执行元件动作控制。执行元件为气缸,通过气缸的运动来实现定位和冲压等功能。3.3电气系统本系统由伺服电机、伺服控制器、PLC等组成,通过PLC进行控制,详情可参照电气原理图和程序流程图。 四、操作与使用4.1、操作准备::1)、使用前应检查系统中各类零部件是否在正确位置,2)、气液缸油面是否在液位计指示范围。3)、各管道接口、紧固螺钉等有无松动。4)、后侧检修门是否关闭。5)、各运动部分是否处于原始位置;6)、检查工位上有无人和杂物。设备底下不能有人。以上若一切正常即可投入运行。在设备使用过程中,工位内同样不能堆放任何杂物,设备底下不能进人.操作过程中如发现任何异常,应停机检查,待故障排除后再投入运行.4.2电气操作1. 设备在调试前操作人员对该设备各部位进行检查以确保设备调试正常进行。2. 接地:设备应设置接地以保护设备,接地电阻要小于0.5欧姆。3. 在所有电源线,气动管路接通后,接通主电源,在设备电气箱上闭合空气开关。4. 合上配电盒里面短路器,给设备送电。5. 旋转面板上设备上电钥匙开关,按面板上上电按钮,上电开机。6. 等待设备开机,正常情况下开机耗时30秒。7. 开机完成标志:开机画面结束后自动跳转到手动或自动画面。注:开机完成后所显示的画面由手动自动转换开关的状态决定。当面板上复位指示灯长亮不灭时,查看系统状态显窗口是否提示错误信息。4.3手动模式1.将“手动/自动”选择开关选择手动,画面跳转手动画面。手动画面选择相应的执行状态,然后按“手动前进”与“手动后退”进行操作。2. 手动模式下,可进行参数设置,及各状态位查看。3. 定位: (1)在手动模式下,点击“压紧缸紧松”,按手动前进按钮,使压紧缸处于压紧状态,点击“伺服电机进退”,按手动前进或后退,将电机运行至冲孔位置,点击“顶升缸升降”按手动前进和手动后退按钮,观察顶升缸是否自如升降,如有偏差,调整电机前后位置。 手动界面 (2)在手动模式下,点击“伺服调整”,进入伺服调整画面,保证压紧缸压紧状态,增压缸升起状态,顶升缸下降状态,依次点击“数据初始化”,“定位启动”等设备停止在原点时,记下脉冲数,再将所记脉冲数除以2900,将结果输入“位移量设定”数值输入中。(出厂设置大约520mm左右) 定位调整4.4自动模式1. 将“手动/自动”选择开关选择自动,画面跳转自动画面。2. 放上工件,按双手启动按钮,滑动缸滑动缸到位,手动握住启动转动把手,进行冲孔。3. 冲孔结束,再一次按双手启动按钮,滑动缸退回,自动运行启动,自动运行全程光栅保护,切勿遮挡光栅。如若遮挡,按复位按钮1秒后松开,自动回原点,在开始操作。4.5参数设置1.参数出厂时已设置完毕,不可随意更改。2.温度报警值设置时要大于温度设定上限值。3.密码为888888。五、操做流程。工作开始启动控制柜及触摸屏电源 放入工件 按双手启动按钮 钻孔机构到位 手动钻孔 完毕后再次按双手启动按钮 夹紧气缸夹紧 胎具运动到工作位置 定位机构顶出定位 冲压部分冲压 冲压部分退回 定位机构退回 胎具退回到原始位置 夹紧气缸打开 取下工件 (更详细见电气流程图)六、维护与维修设备应保持清洁整齐,工作台面不乱放杂物;无关人员不得随意乱动设备。严格遵守说明书的有关规定,做到调整及操作准确。该设备在运行过程中应对各元、辅件的更换情况,故障处理情况做出详细记录,以便于以后的维修、保养及故障分析。6.1机械部分的维护与维修设备各运转部份(丝杠、直线导轨,轴承等),应定期润滑。增压缸油面低于最低刻线时要及时注入液压油。6.2气动系统的维护与维修定期检查气动三联件的压力,并及时排水要经常检查气动管路和接头是否有漏气和损坏的地方,发现有,要及时更换。6.3控制系统的维护与维修6.4.1经常保持电气箱内、外干燥;6.4.2每半年进行一次电气系统的检修及维护:清除配电箱及控制盒中的灰尘;检查接线端子是否松动或脱落;特别是大功率接头,防止松动打火,酿成事故;检查导线绝缘皮是否有老化开裂现象。6.4.3电气维修必须由专业人员进行;七、安装说明设备运抵施工现场后应仔细打开包装箱,并按装箱单仔细检查货物数量、有无损坏现象,并应及时与我公司联系。气动系统拆箱后应确保各部分的所有外露口堵盖或包扎,在设备安装、配管前不得脱落,以免对系统造成污染。搬运时应注意安全,吊车或铲车承重足够,吊装运输不得损坏表面涂漆层。设备应安装在干燥通风的环境中,远离强电磁干扰和腐蚀性介质。将设备各部分按设计图将其固定牢靠,不得松动,以免影响其使用性能。八、附件/易损件/备件序号名称型号数量制造商备注1冲头及刀口非标4自制2滚珠丝杠C-BSSH2510-8001套MISUMI3气动钻安装扳手YBLX-ME/81121巨霸九、提供资料9.1 设备三维图9.2 设备二维图9.3 气动系统图9.4 电气原理图9.5 重要外购件的说明书、合格证附录1:电气原理图主电路原理图 伺服电机原理图 伺服控制器原理图 PLC输入原理图 PLC输入原理图 PLC输出原理图1 PLC输出原理图2 PLC输出原理图3 模拟量输入电路 电控柜 原件布局图
