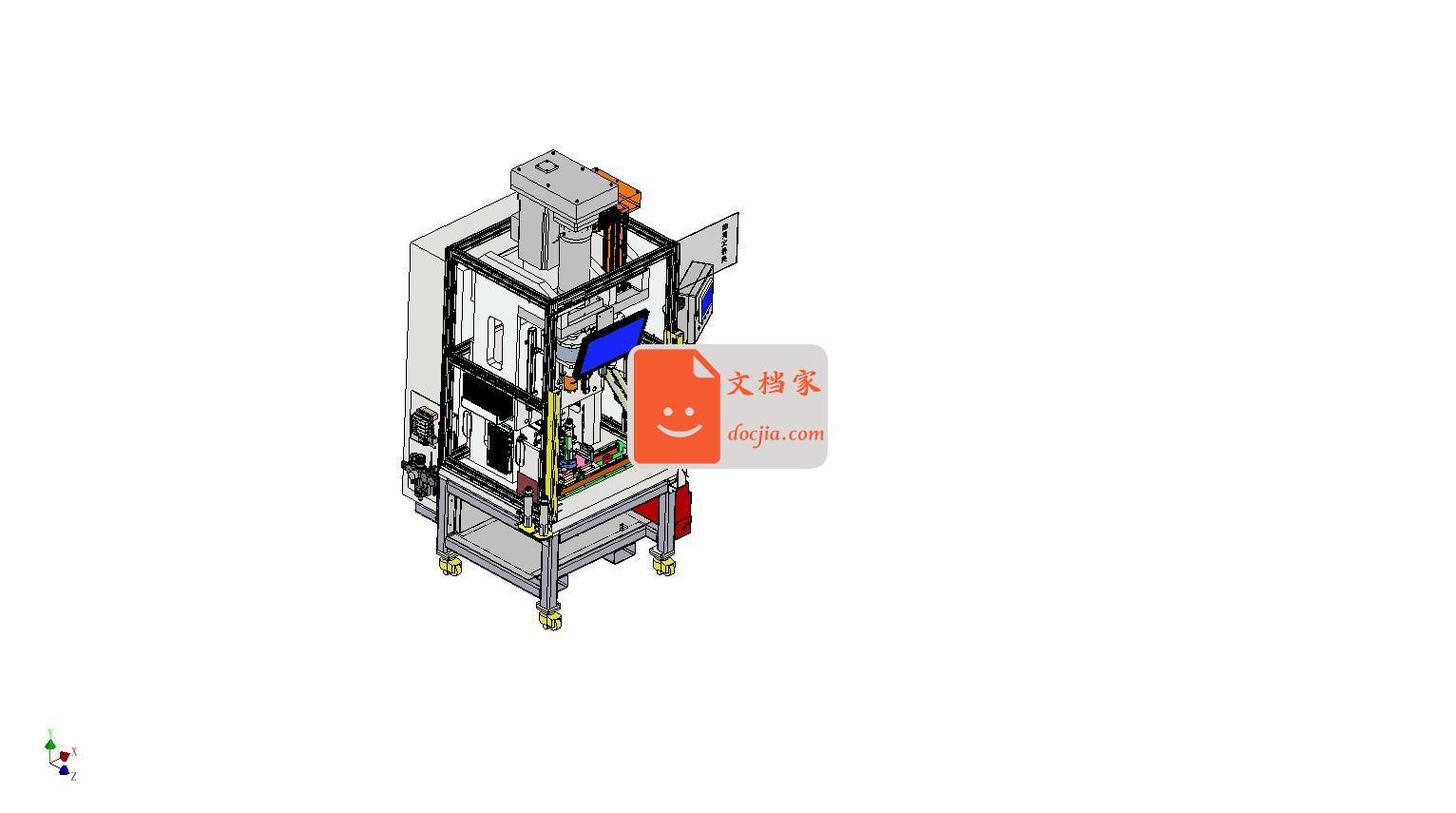
OP180A 管柱轴承压装及轴向铆压由Inventor软件设计,OP180A 管柱轴承压装及轴向铆压1.目的:将轴承压装到上管柱内,并对管柱筒进行多点轴向铆压;2.设备操作流程1)取上管柱筒,目测检查合格后则放入下定位工装,传感器感应在位(手动3s)2)取轴承,目测检查合格后则放入上压头,传感器感应在位(手动3s)3)按下启动按钮(手动1s)4)伺服压机带动压头下压(自动7s)5)压装完成,压头自动退回(自动3s)6)移载气缸将产品水平移至铆压工位(自动2s)7)伺服压机带动铆压头下压(自动7s)8)压装完成,压头自动退回(自动3s)9)水平移载气缸复位(自动2s)10)手工取下完成件,轴承转动灵活无卡滞,转移至暂存工位(不合格报警,人工将不合格工件取出,放入NG箱,触发NG光电,并将系统复位)(手动2s)生产节拍:≤33s3.兼容产品:XK507C、SP232C
资源下载
下载价格20 金币
VIP免费
立即购买