
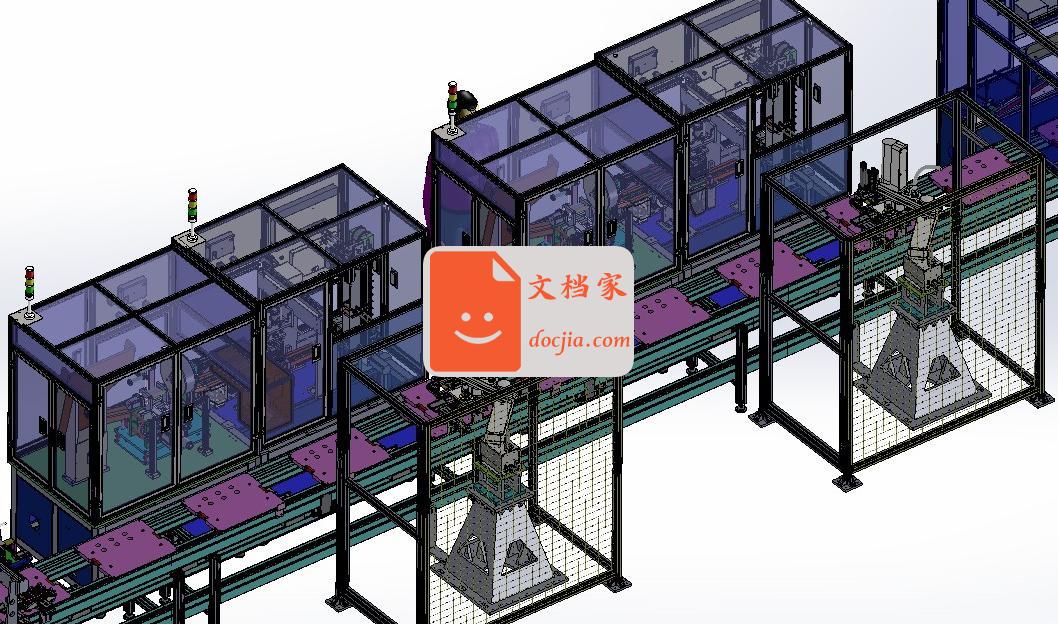
锂电池电芯自动组装线18650电芯组装圆柱电池下支架组装设备由SolidWorks软件设计,18650圆柱电芯自动组装线一.设备说明,18650电芯自动组装线圆柱电池下支架组装本设备适用的产品为: 18650电芯,圆柱移动电源电池,汽车动力电池等圆柱电芯的组装。 该设备主要是一款新能源动力电池的自动组装线:全套图纸解压后有300多MB,总线有1000多个零件,设备主要通过下支架自动上料,首先由人工把电芯下支架放入进料输送带中,机械手抓取下支架进入倍速链的工装板中,倍速链的快慢根据生产速度来调节,倍速链的工装也是可以适应多款电芯的,通过倍速输送下支架进入电芯插装工位。电池由分选机出来后进行贴青棵纸,贴完后CCS进行检测是否有没贴的,此工位为电芯检测和排不良,然后机械手吸取贴好青棵纸的电芯放入良品输送皮带线中,电芯通过皮带线进入上料机,在输送带尾部有一套入料机构,当电芯进入到尾部时由两组气缸分别把电芯推入到立式上料机的料带中,立式上料机往上拉到上面最顶部时,电芯推料和分料气缸分别把电芯推到料管中一次下4个电芯,料管为塑料波纹管,图上没显示出来波纹管的出料口直接联到4轴机器人出料治具的进料口中,四轴机器人电芯的插装精度为0.1MM,该机器人负责插正极朝上的电芯每次插4个,插完后进入一下位插负极的电芯,这种电芯插装机和机器人有两台,前面的是插正极的后面的是插负极的,从总线的图片中也可以看出来,当电芯全部插完后进入到后面的极性检测机,采用CCD视觉检测机主要是检测是否有插错的,检测完成后进入下料位这是全部电芯已插完也检测完,下料机为三轴机械手夹取整个电池包下料,下料输送带有两条一条良品输送,另一条用来放CCD检测不良的,良品输送出来后由人工在拉带后面进行收料,以上是电芯插装线的全部动作流程和组装工艺,当然想了解更据体的结构设计的话,需要下载后慢慢学习研究,图纸全套完整,有需要或感兴趣的朋友欢迎下载学习,。四.主要技术参数: 类别 规格参数整机外形尺寸: 15350*1220*1700MM(L*W*H)输入电压 : AC—220V50Hz或AC—380V 50Hz www.sanweimoxing.com 可选整机最大功率 : 0.9K W(220V时)输入气源压力 : 0.4-0.6 Mpa 耗气量 : 1.5 L/min 生产效率(C/T): ≤1.0 S/四个 设备载用率 : ≥95%加工方式 : 自动检测,自动插电芯,自动出料編程方式 : 触摸屏参数修改
